
大跨度铝合金装饰藻井吊顶施工技术
0前言
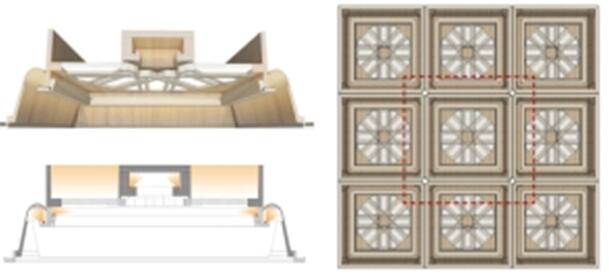
吊顶工程的形式很多,从外观形状上有平面吊顶、藻井式吊顶和异形吊顶之分。在装修中,采用木龙骨做骨架、石膏板或木材做面板、涂料或壁纸做饰面装饰的藻井式吊顶无法满足大跨度藻井式吊顶的要求,采用铝合金装饰藻井吊顶能够克服房间低矮和顶部装修的矛盾,提升建筑使用空间。且铝合金型材轻盈而稳定,气势宏伟、造型别致,提高装修档次,实现了技术与艺术的结合,在会展中心酒店、商务大堂、客厅等大跨度大空间区域的多功能造型吊顶的装饰安装中应用广泛。
1工程概况
2施工重点、难点分析
对于大跨度藻井吊顶施工,既要考虑造型美观,又要减轻自重、减少变形,为此可采取以下措施。
(1) 利用铝型材的高精级挤压及拼接效果,开出多样化造型,保证拼接样式的多样性,减轻自重,减少变形,确保整体的平整度与美观效果。
(2) 利用铝合金型材进行表面转印木纹,后续通过切割、开孔等工艺,可以达到整体精湛细腻的效果。
(3)利用不锈钢板易于折弯和焊接强度大、不易生锈等特点,在花纹造型拼接上可以做出各种效果,按视觉要求成型镀色,确保藻井内复杂层叠花纹造型效果得以有效呈现。
(4) 利用玻璃的透光原理及石材的纹路样式,灯具安置在藻井内部,确保在灯光映照下达到设计师所追求的感官效果。
(5) 利用建筑幕墙中单元式做法的技术工艺,整体切割、拼装与吊装,有效的控制了整体的平整度,具有安装简单迅速、焊接质量好而且效率高等优点。
3施工过程控制要点
3.1工艺流程
图纸深化设计→施工准备→型材开模、
不锈钢工艺加工→工厂加工切割→现场测量放线→支座钢骨架的安装→现场拼装藻井框架→吊挂藻井框架→安装装饰造型铝板→安装不锈钢拼花→安装云石造型玻璃→清洗、检查、验收。
3.2施工要点
3.2.1 图纸深化设计
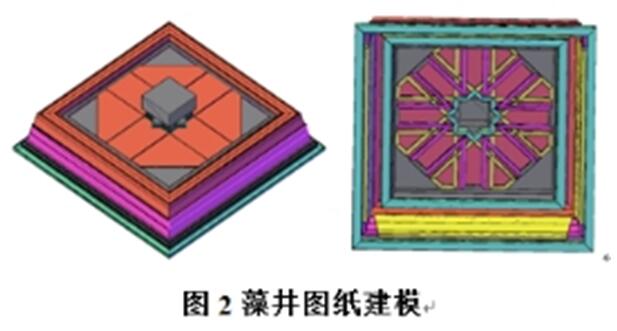
根据施工现场条件、结合各材料厂家所能制作材料容许值,结合工期以及设计院、业主对整体效果的要求,进行图纸的深化设计,着眼于结构安全性、施工可行性、经济性的整体整合来完善深化图纸。并做好三维建模、材料分拆,模型图纸二维化,做好详实加工图。
3.2.2 型材开模
根据深化设计图纸,工厂化加工制作。工程中所采用的型材牌号为6063-T5,采用2500T吨位级别设备进行挤压。为确保控制挤压进度,避免涨模爆模问题,所采用的模具须确保具有足够的耐高温疲劳强度与硬度,具有较高的耐回火性与耐热性、足够的韧性、较低的膨胀系数,加工出来的型材外形才能达到高精级别的型材标准要求,达到现场应用的感官效果。
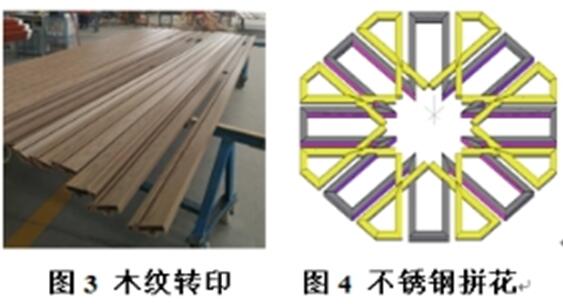
结合建筑设计的要求,着重落实金属型材外观质感要求,确保型材转印工艺的落实,按照业主指定的木纹颜色及纹理要求,落实型材的木纹转印,确保感官效果可以实现。
由于项目对感官效果要求高,要求厂家采用真空热转印,在转印过程定义好型材纹路方向,转印型材着重检查基材表面效果,不允许有裂纹、起皮、腐蚀和气泡等缺陷,同时还要规避纵向挤压痕,规避转印过程产生的压坑、碰伤、擦伤、划伤等缺陷。
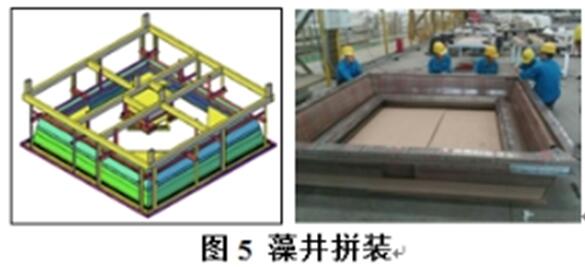
3.2.3 不锈钢拼花制作
制作过程包括材料确定、管材焊接、激光切割、框架焊接、表面处理等几个步骤,材质采用304#。由于加工难度比较大,制作完花纹之后,将中间部分和框架连接,必须通过打磨抛光、拉丝等去掉焊接的痕迹,打磨完毕采用电镀,实现钛金光泽表面效果。完工后检验每个细节是否处理到位,严格检查每一品拼花的平整度、颜色、焊缝以及细部,确保达到标准要求,成品之间效果一致。
3.2.4 型材加工
根据设计加工图确定型材长度,要求切割准确,保证把断料尺寸误差值控制在2mm范围内,采用45°角切割,用135°及其它角度切割类型的,应根据拼装方式严格控制好切割方式。切割完毕后检查端口,确保表面光滑无毛刺。
认真做好切割成品的保护,型材切割完毕后重新补缠胶带包裹,使用厚纸板制成的保护角,将型材切割完成品放置在清洁、通风、干燥的地方,严禁与酸、碱、盐类物质
接触,防止雨水侵入。整体切割包装完毕后,
专车运送到工地拼装。
3.2.5 支座钢骨架的安装
(1) 安装后置埋件。根据测量放线结果找出相应的定位点,进行钻孔及吹孔清理,再安置化学药剂,种入螺杆。螺杆达到深度要求后,安装后置埋件,根据放线要求调准好位置后用螺母拧紧固定。
(2) 固定转接件。预埋板埋设结束后,根据龙骨布置图安装100×50×5镀锌钢管主龙骨,根据水平线严格控制好主龙骨标高位置。定位安装完毕,采用焊接处理,确保与预埋件连接的转接件有效固定、焊接牢固,焊缝要均匀饱满,对焊缝敲渣,检查焊缝质量合格后,喷防锈漆。
为降低施工难度,提升施工效率,减少施工隐患,先对支座转接件与埋件进行点焊,然后进行上下、左右、前后的微调节。经检查符合要求后再拧紧对穿螺栓,对限位铁方块点焊固定,尾端转接件与支座焊接,高低、左右误差控制在2—3mm之内。
(3) 吊装主钢骨架网。根据控制线确定骨架位置,严格控制骨架位置偏差,转接件与主体埋件点焊连接后,及时进行调整和固定。每根转接钢件均用线坠调整垂直度,每安装完一层高度应进行检查、调整、校正和固定。在次龙骨上定点开φ14mm的吊挂孔,根据龙骨布置图,将50x50x5镀锌钢次龙骨按网架逐次布置,并与主钢龙骨焊接,固定完毕后,对焊缝敲渣,检查焊缝质量合格后,喷防锈漆。
3.2.6 现场拼装藻井框架
将工厂车间切割加工完毕的型材按照图纸编号,逐一搭接拼装。对所有拼装位置要认真检查,保证每个连接点的螺栓有效拧固,拼装完毕后对拼装藻井进行尺寸检查,保证四个角角度满足精度要求,保证角线满足长度精度要求。
3.2.7 吊挂藻井框架
(1) 用水准仪确定每个吊顶位置,弹出水准线,按吊顶平面图,在混凝土顶板弹出主龙骨的位置。主龙骨应从吊顶中心向两边分,横向最大间距为2000mm,纵向最大间距为3000mm,并标出预埋件的布置点。如遇到梁和管道固定点大于设计和规程要求,应在相关错位位置增补预埋件布置点。
(2) 将现场组装完毕的铝合金藻井用连接角码、绳索四边固定,利用电动葫芦与升降架平衡抬升,接近龙骨位置后用φ12不锈钢牙纹吊杆串接到龙骨吊挂孔,然后用螺母栓接穿过吊挂孔的牙纹吊杆。整体吊装平衡后,将牙纹杆件与螺母连接位置点焊,防止松脱。
3.2.8 安装装饰造型
(1) 安装造型铝板。根据布置图在藻井内部插接拼装木纹铝单板,安装过程应注意板木纹纹路的方向,以保证花样、图案的整体性;木纹铝板若需要开设喷淋头、风口饱子等设备的位置,应做到合理、美观,与饰面的交接应吻合、严密。
(2) 安装不锈钢拼花。将成品的不锈钢拼花吊装嵌入放置在藻井中空腔内,调整好整体位置后,通过背面连接角码采用不锈钢连接螺栓组与型材槽口卡件栓接固定。
(3) 安装云石造型玻璃。在不锈钢拼花上部贴双面贴,再依次将云石玻璃平整、准确地排布在拼花上面,再用胶枪在拼花与玻璃之间打透明玻璃胶,确保玻璃与不锈钢拼花粘接密实。
3.2.9 清洗、检查、验收
(1) 采用幕墙专用清洗液进行藻井的全面清洗,确保清洗过程不对玻璃、铝合金材料、铝板、不锈钢等造成腐蚀刮伤。
(2) 把玻璃、铝材、不锈钢表面的胶丝迹或其客观存在污物可用刀片刮净并用中性溶剂洗涤后用清水冲洗干净。室内镀腊面处的清理要特别小心,不得大力擦洗或用刀片等利器刮擦,只可用溶剂,清水等清洁。
(3) 清洗完成,仔细检查成品,确认合格后方可进行整体验收。
4质量控制
(1) 所有外露金属表面的设计、制造和安装保持平直;组件与组件相接成一平面时,没有任何的歪扭、波纹、刮痕或摆动。
(2) 在安装期间,不切割或焊接任何组件或配件,以免影响整体架构的刚度,避免损坏表面及减低藻井的性能,所有拼接安装采用后置栓接完成。
(3) 焊接钢材上的所有焊口涂两层防锈底料。锚固构件为隐蔽装置,安装须确保整体的稳定牢固。
(4) 检查及确定螺栓或角钢预埋的准确位置,确保其适合藻井的现场吊挂安装,所有连接钢构固定于结构构件上,所有钢连接件、加固件均需作热镀锌处理。
(5) 所有支撑托架均可作多方向的调整,确保藻井的主要骨架安装后有足够的空间可供调整。
(6) 现场如需要焊接,一遍施焊后,以手锤锤焊渣后才可第二遍施焊。
(7) 焊接的焊缝类型、大小及距离须注明在装配图上。焊接方法不能对铝材造成变形、变色或任何外型及表层变化。外露焊接点表面须处理,以确保与材料的外观一致。
(8) 不同金属的接触如考虑到伸缩,则以润滑剂、涂胶或密封垫分隔金属的接触面。
5结语
对大跨度铝合金藻井吊顶的施工工艺、控制要点及重难点进行分析总结,得出以下结论:
(1) 结合工程实际,通过精密细致的地面精细组装,实行藻井分层组装、整体组合的安装,提高施工效率和安装精度,具有较高的应用推广价值。
(2) 采用铝合金做骨架,充分利用铝合金型材的高精级挤压以及拼接效果,模图优化合理,成功解决了大跨度藻井吊顶施工难题。
(3) 应用铝合金型材拼花以及表面木纹转印技术,凸显藻井内复杂层叠花纹造型效果,拼装工艺简易,造型美观大方。
(广西建工第一建筑工程集团有限公司 供稿)

